

本牙刷封装机自动化控制系统,采用松下FPX-C40T 可编程序控制器(简称PLC),配FPX-E16R的扩展单元。两定位伺服采用台达ASDA-AB系列750W,触摸屏采用威纶通MT6070I 的7寸触摸屏。本系统稳定可靠,定位准确,操作方便,界面美观。现就我们的工程实例作一下说明。设备开机后,界面显示如下:
点击:“进入系统”按钮,界面跳转到自动操作界面,显示如下:

界面上第一排为故障显示指示灯,如果相应位有故障时,指示灯会被点亮。从而给故障维修提供方便。左侧工作方式分为手动、自动两种工作方式。右侧为自动时,所需要开启的功能部分。上面的一键开关,可以一次性开启或关闭它下面的四个按钮,方便操作。点击下面的“参数界面1”“参数界面2”显示如下:
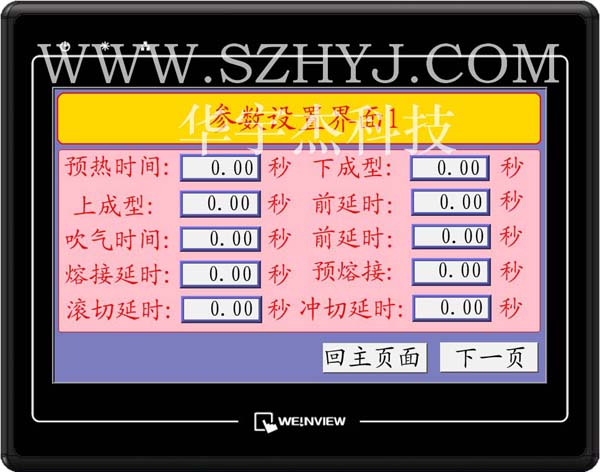
上界面中,可以设置自动工作中的各个参数,点击相应数据值会跳出参数输入键盘。输入参数后按确认键,就可以把参数输入。按“下一页”按钮,进入如下界面:
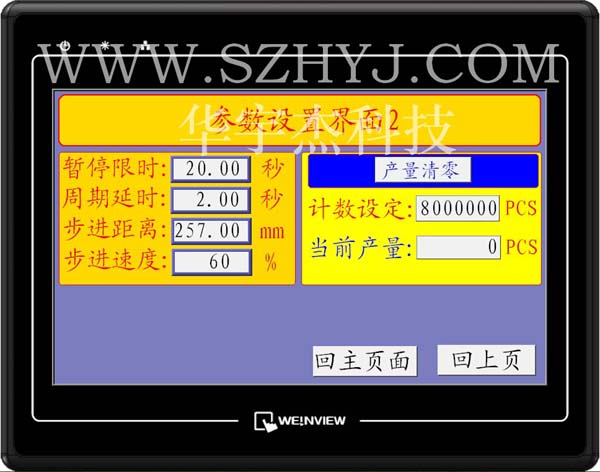
上图中,步进距离为伺服每一次工作工装位移动的距离。伺服速度100%时最快,一般设置为50%-80% ,右边为生产数量计数,跟停机数量设置。“产量清零”键有保护工能,清零产量时,必须按清零键2秒才能清0,这样就防止了不小心把产量清0的误操作。在调试或者维修时,请在自动化界面中点击“手动界面”,系统进入手动操作界面,显示如下:

上界面中,必须把右上角工作模式切到手动状态,才能操作下面各按钮。自动未完成时,切换到手动状态的按钮点击无效,必须退出自动后,手动/自动切换才能转换,从而保护了自动工作时不会出现人为的误操作。在主界面中点击“使用帮助”,进入操作说明操界面,显示如下:
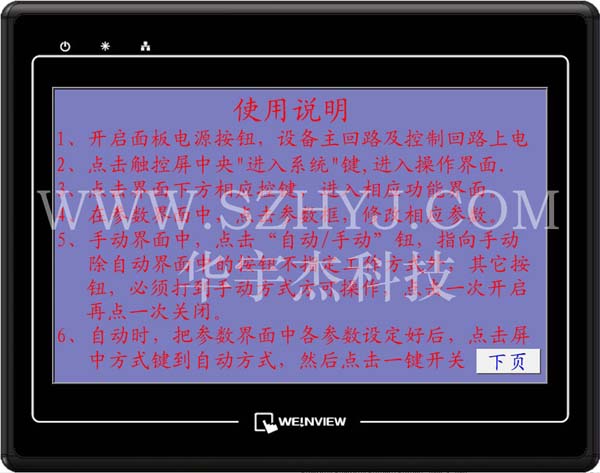
点击“下页”按钮,进入下一界面,显示如下:
点击“自动界面”按钮,系统回到自动界面。
承接各品牌PLC编程,触摸屏编程,自动设备电控设计,设备维护维修;如果有这方面控制系统的需要,欢迎来电来函订做.我们将竭诚为您服务.



